-

武强县五联焊接设备厂
主营:对焊机,点焊机,缝焊机 - 15512963508

武强县五联焊接设备厂
主营:对焊机,点焊机,缝焊机 13
13
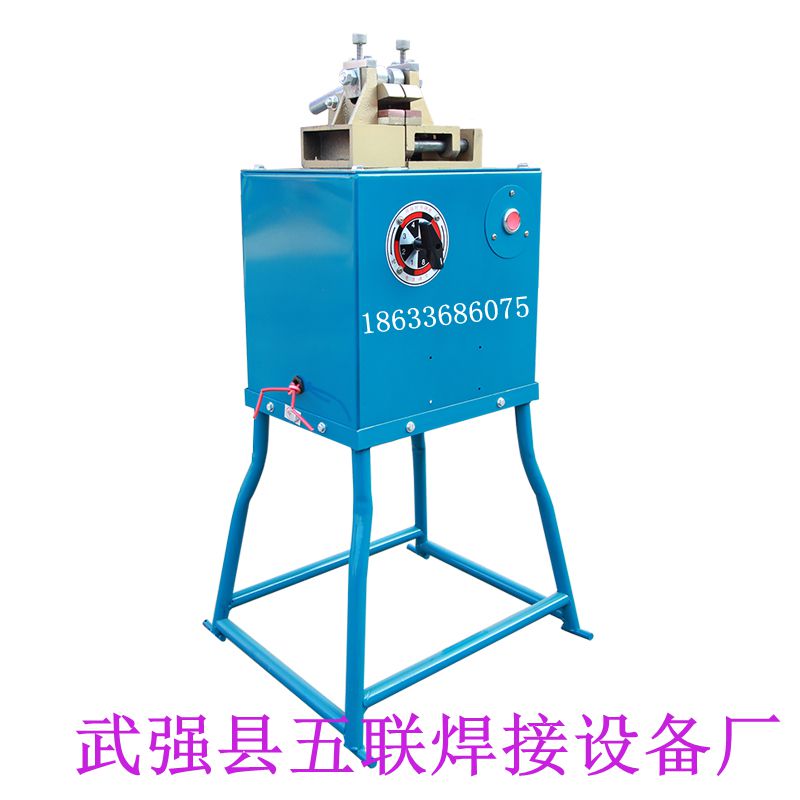
UN-25型铝杆对焊机 UN-40型铝杆对焊机铜杆对焊机 河北点焊机对焊机厂介绍; 结构概述 本系列对焊机结构主要由焊接变压器、固定电极、移动电极(即钳口),焊接送料机构(加压机构)及控制系统等组成。 移动电极可完成焊接时所需的熔化及挤压过程。主要包括操纵杆、调距螺杆、弹簧、钳口(电极)。可利用手动偏心轮加压,使焊件夹紧于电极上,压力大小可调节偏心套筒。将操纵杆在两极限位置中移动时,可获得25毫米的工作行程。 焊接变压器为壳式变压器,它由按钮开关控制交流接触器,由交流接触器切断与接通电源。焊接时按焊件大小选择调节级数, 以取得所需的付线圈电压。 使用方法 焊接前按焊件之形状调整钳口,并使两钳口中心线对正。如焊件带锈,应先除净,防止接触不良,随后按焊接工艺之要求调整钳口距离,当焊件对正压紧后,应将**杆脱落,则弹簧自动送料加压,按下开关接触器吸合电源接通,低压大电流从焊件通过,使焊件瞬时熔化,在弹簧的作用下,自动送料加压。当焊件因塑性变形而缩短,达到规定的**锻留量时,松开按扭,则接触器释放,立即切断电源,焊接过程结束。 当使用弹簧自动送料焊接时,可根据焊件的大小调整弹簧的**锻力,在试焊时为防止焊接能量过大,需从小到大逐渐增加调节级数。 为了减少接头处金属的氧化、夹渣,**锻力要适当,**锻速度要尽可能快,通常应达到 4-5 毫米 / 秒。